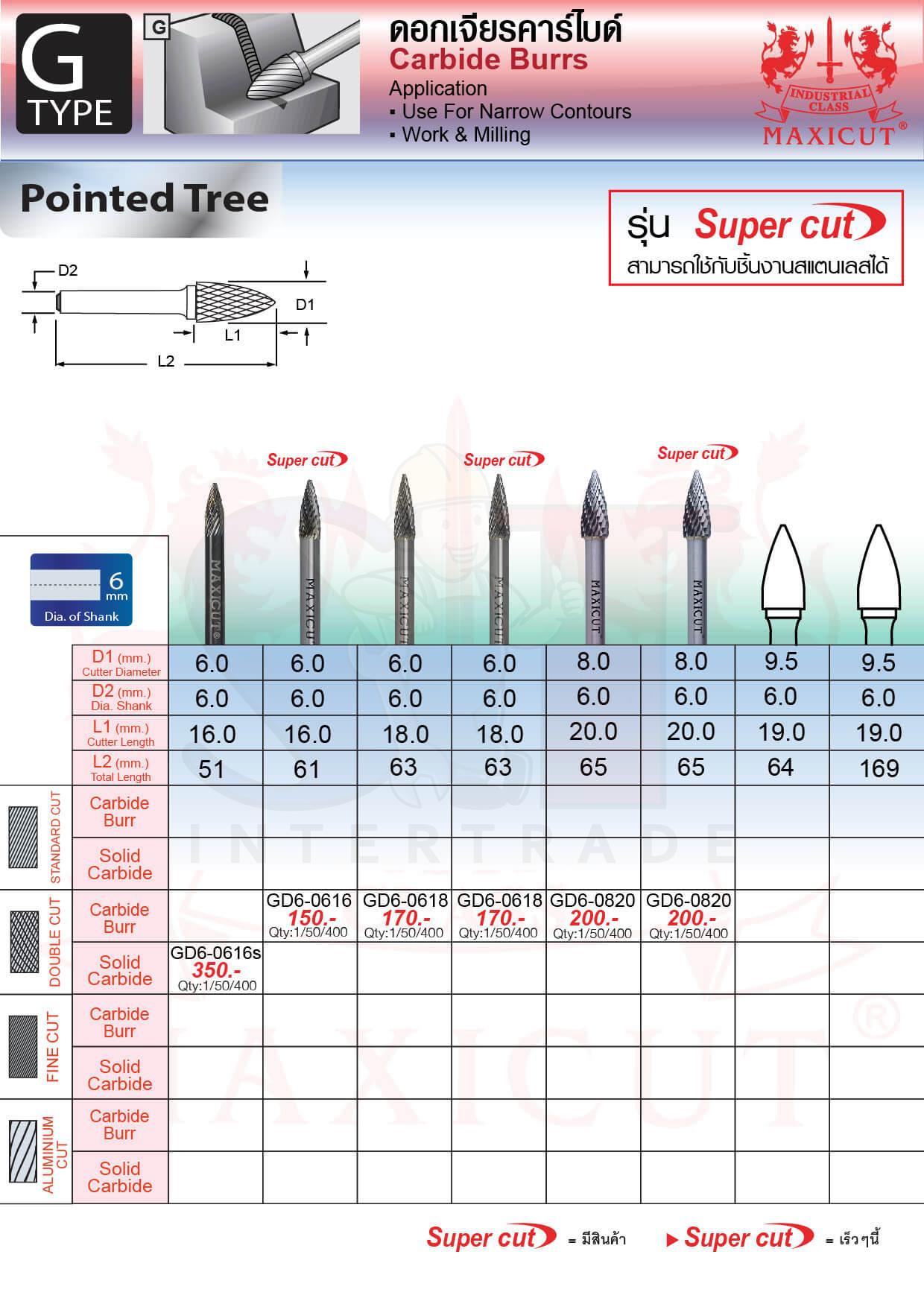
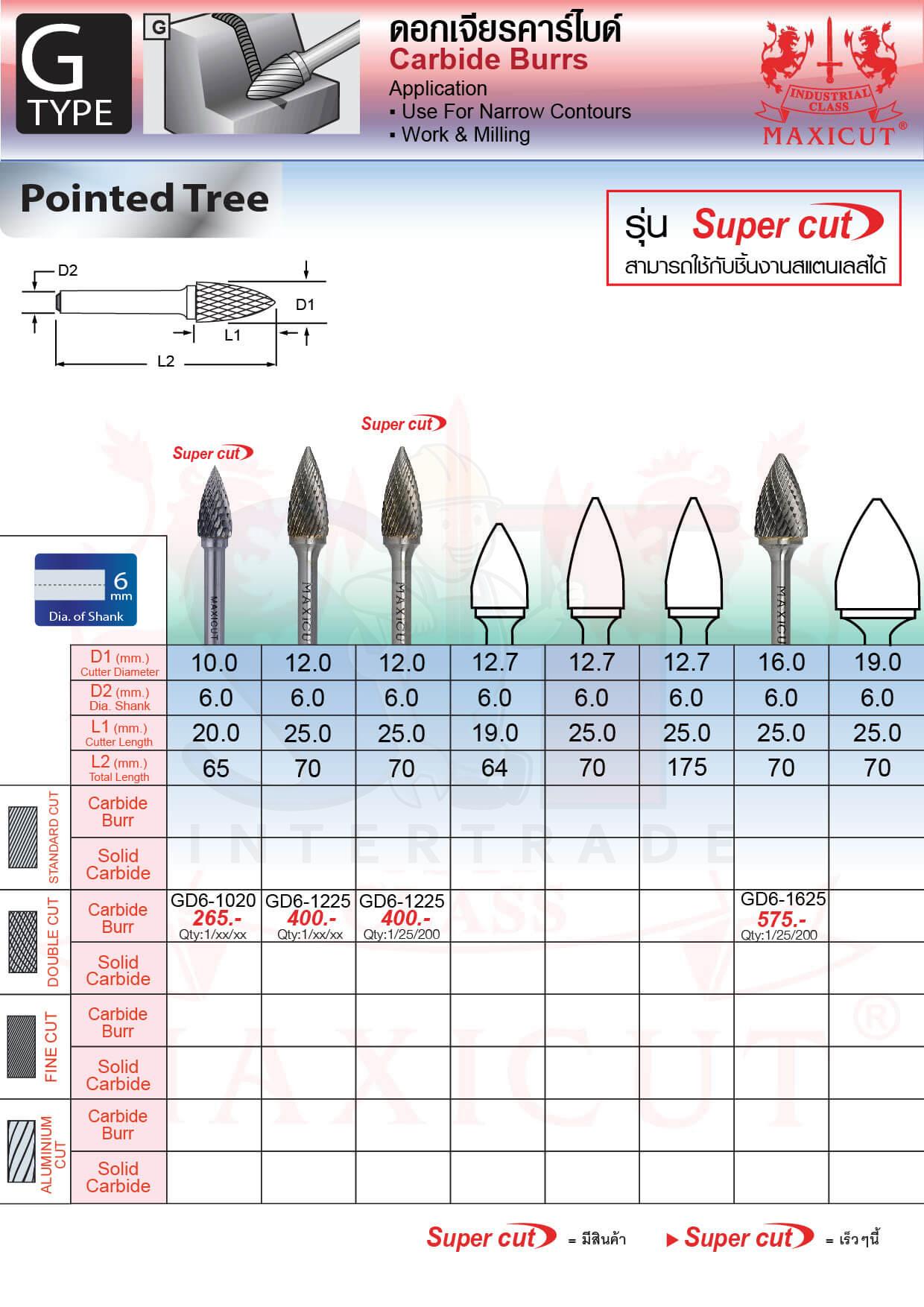
ดอกเจียรคาร์ไบด์ GD6-0820 Pointed Tree Super Cut
- เส้นผ่านศูนย์กลางของก้าน (D2) (Dia. of Shank) : 6 mm.
- เส้นผ่านศูนย์กลางของดอกเจียรคาร์ไบด์ (D1) (Dia. of Cutter) : 8 mm.
- ความยาวช่วงกัด (L1) (Length of Cut) : 20 mm.
- ความยาวรวม (L2) (Overall Lengt) : 65 mm.

สนใจสอบถามเพิ่มเติม
รายละเอียดเพิ่มเติม
ดอกเจียรคาร์ไบด์ GD6-0820 Pointed Tree Super Cut

เหมาะสำหรับ
- งานเจียร กัดเซาะร่อง แกะสลัก แต่งผิวชิ้นงาน หรือ ลบรอยเชื่อม
วิธีใช้
- ใช้งานร่วมกับอุปกรณ์เครื่องเจียรมือ,เครื่องเจียรไฟฟ้าและเครื่องเจียรลม
DOUBLE CUT
Allows rapid stock removal and in ceased production rates. Effectively breaks down the chips as the material is removed, resulting in a smoother running burr.
- Recommended materials
- for working on mateials which produce long chips – soft steel, cast iron welds.
Steel & Steel castings
- Non-hardened, non-heat treated steels over 35 HRC 450 – 600 m/min
- Hardened, heat treated steels over 35 HRC 250 – 350 m/min
- Stainless Steels 250 – 350 m/min
Hardened non-ferrous metals
- (Bronze, Titanium, Hard Aluminium)
- Coarse machining (High stock removal) 250 – 350 m/min
- Nickle based alloys 300 – 450 m/min
- Cast iron 450 – 600 m/min
คำแนะนำในการใช้งาน
- ควรปรับความเร็วรอบ ตามแผนภูมิหรือคู่มือ เพื่อให้บรรลุประสิทธิภาพสูงสุด
- ควรใช้ความเร็วรอบต่ำสำหรับวัสดุที่มีความแข็ง
- หัวเจียร์ขนาดเล็กควรใช้ความเร็วรอบสูง
- รุ่นก้านยาวให้ใช้ความเร็วรอบต่ำเพื่อความปลอดภัย
- เคลื่อนที่อย่างสม่ำเสมอและใช้แรงกดที่เบาเมื่อใช้งาน
- ความเร็วรอบที่ต่ำกว่าที่ระบุไว้ อาจทำให้เกิดการบิ่น
- ความเร็วรอบที่ต่ำกว่าที่ระบุไว้ อาจทำให้เกิดการบิ่น
- การใช้เครื่องมือและจำปาที่ชำรุด จะทำให้บิ่นเร็วขึ้น
- อย่าจมลายมากกว่าหนึ่งในสามของเส้นรอบวง
คำแนะนำในการใช้งาน
- ควรปรับความเร็วรอบ ตามแผนภูมิหรือคู่มือ เพื่อให้บรรลุประสิทธิภาพสูงสุด
- ควรใช้ความเร็วรอบต่ำสำหรับวัสดุที่มีความแข็ง
- หัวเจียร์ขนาดเล็กควรใช้ความเร็วรอบสูง
- รุ่นก้านยาวให้ใช้ความเร็วรอบต่ำเพื่อความปลอดภัย
- เคลื่อนที่อย่างสม่ำเสมอและใช้แรงกดที่เบาเมื่อใช้งาน
- ความเร็วรอบที่ต่ำกว่าที่ระบุไว้ อาจทำให้เกิดการบิ่น
- ความเร็วรอบที่ต่ำกว่าที่ระบุไว้ อาจทำให้เกิดการบิ่น
- การใช้เครื่องมือและจำปาที่ชำรุด จะทำให้บิ่นเร็วขึ้น
- อย่าจมลายมากกว่าหนึ่งในสามของเส้นรอบวง
Recommendation For Use
- It may be necessary to alter the running speeds form those shown in the speed chart in order to achieve optimum performance.
- Harder materials require slower running speeds.
- Smaller burrs require faster running speeds.
- Long shank burrs require slower speeds for safety reasons.
- Apply constant movement and light pressire when using the burr.
- Running below the optimum speed will cause chipping.
- Allowing the burr to become too hot may cause the braze to soften, and cause the head to become detached from the shank.
- Using tools and collets which have become worn will encourage chipping.
- Do not sink the burr for more than one third of its periphery.
คำเตือน
- ควรสวมใส่อุปกรณ์ป้องกันทุกครั้ง
สินค้าที่เกี่ยวข้อง

ดอกเจียรคาร์ไบด์ CD6L-0612 Ball nose Super Cut
Original price was: 240.00 บาท.216.00 บาทCurrent price is: 216.00 บาท.
หยิบใส่ตะกร้า

ดอกเจียรคาร์ไบด์ CA6-1225 Ball nose MAXICUT
Original price was: 650.00 บาท.585.00 บาทCurrent price is: 585.00 บาท.
หยิบใส่ตะกร้า

ดอกเจียรคาร์ไบด์ CD6L-1020 Ball nose MAXICUT
Original price was: 380.00 บาท.342.00 บาทCurrent price is: 342.00 บาท.
หยิบใส่ตะกร้า

ดอกเจียรคาร์ไบด์ CD6-0616s Ball nose MAXICUT
Original price was: 345.00 บาท.310.00 บาทCurrent price is: 310.00 บาท.
หยิบใส่ตะกร้า

ดอกเจียรคาร์ไบด์ CD6-0820 Ball nose Super cut
Original price was: 250.00 บาท.225.00 บาทCurrent price is: 225.00 บาท.
หยิบใส่ตะกร้า





