





เครื่องเชื่อม TIG 250AM AC/DC MCU SUMO
Original price was: 35,000.00 บาท.28,000.00 บาทCurrent price is: 28,000.00 บาท.
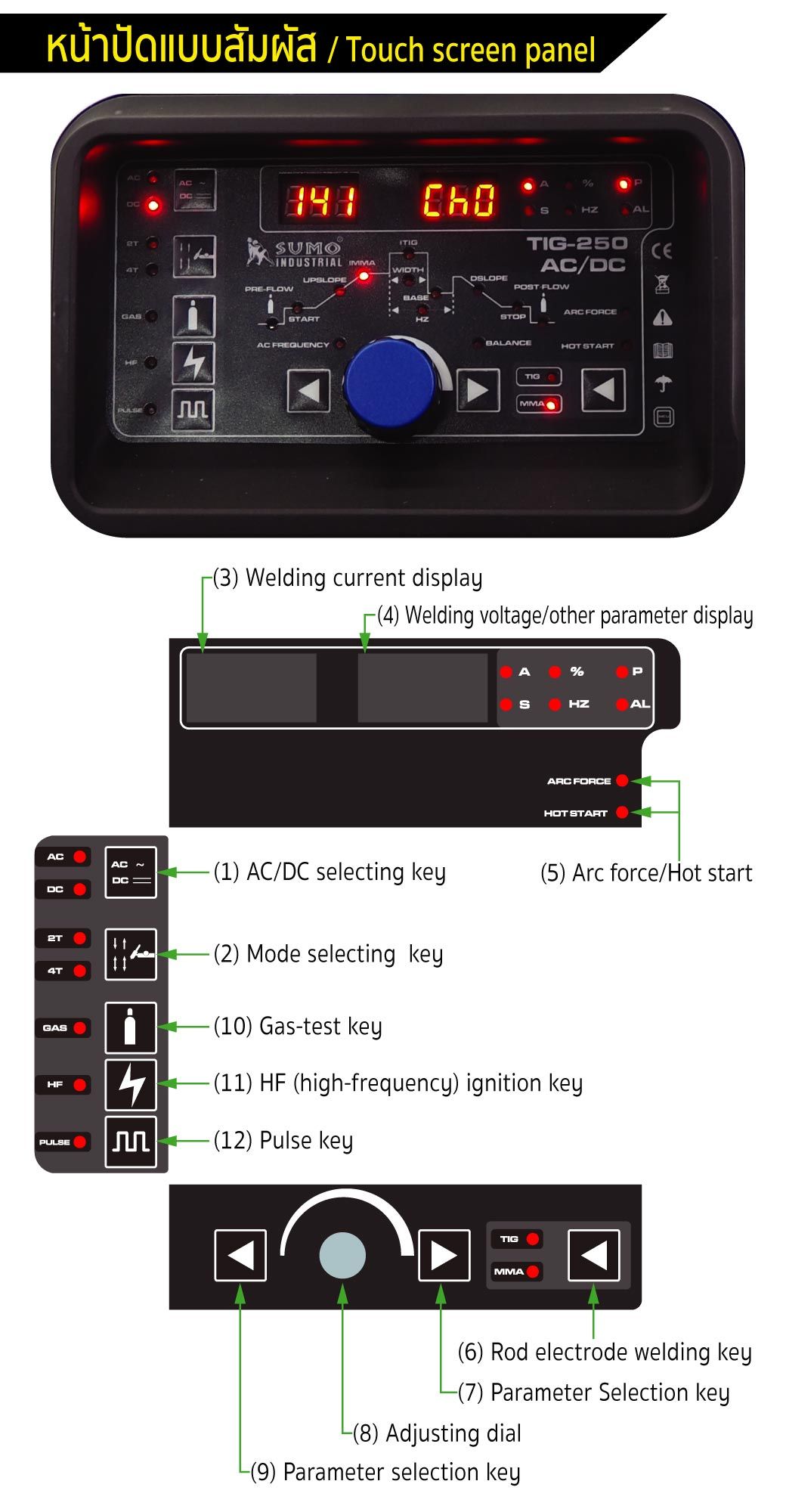
เครื่องเชื่อม Tig 250 AC/DC มาพร้อม 2 ระบบเชื่อมในตัวได้ทั้ง ระบบเชื่อมทิก(TIG)และ ระบบไฟฟ้า(MMA) มีฟังก์ชั่น 2T และ 4T ทำให้สามารถเชื่อมออกมาได้สวยงาม งานเชื่อมเนียม
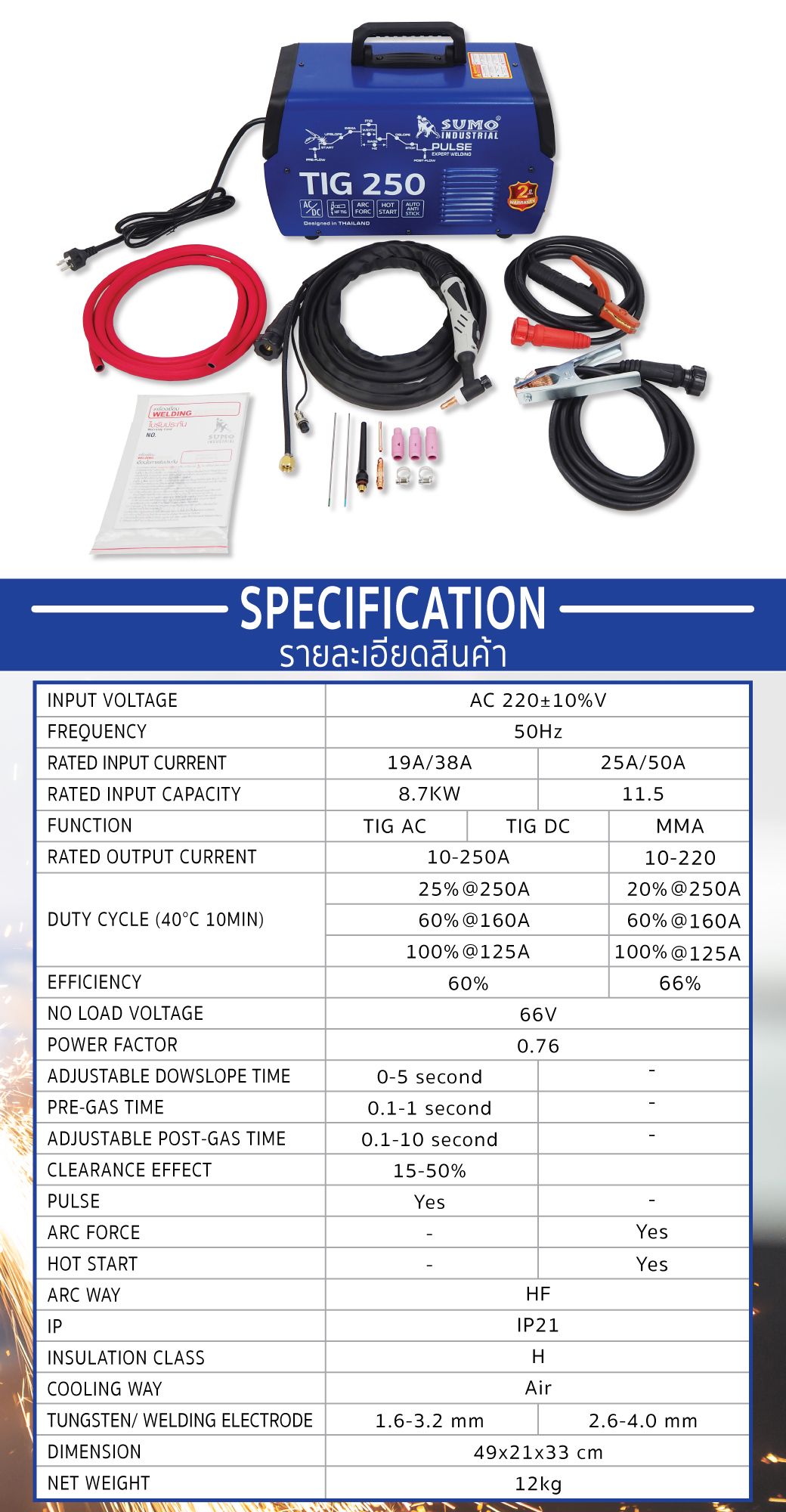
- ให้กระแสไฟเชื่อม 10-250A คงที่ ทำให้แนวเชื่อมมีความเรียบสวย
- สำหรับเชื่อม อลูมิเนียม สแตนเลส เหล็ก ทองเหลือง ทองแดง ไทเทเนียม
- ควบคุมเครื่องเชื่อมทั้งระบบด้วยไมโครโปรเซสเซอร์ (MCU)
- ประหยัดไฟมากยิ่งขึ้นด้วยระบบ INVERTER กระแสไฟเชื่อมเสถียรที่สุด เชื่อมได้นิ่ม
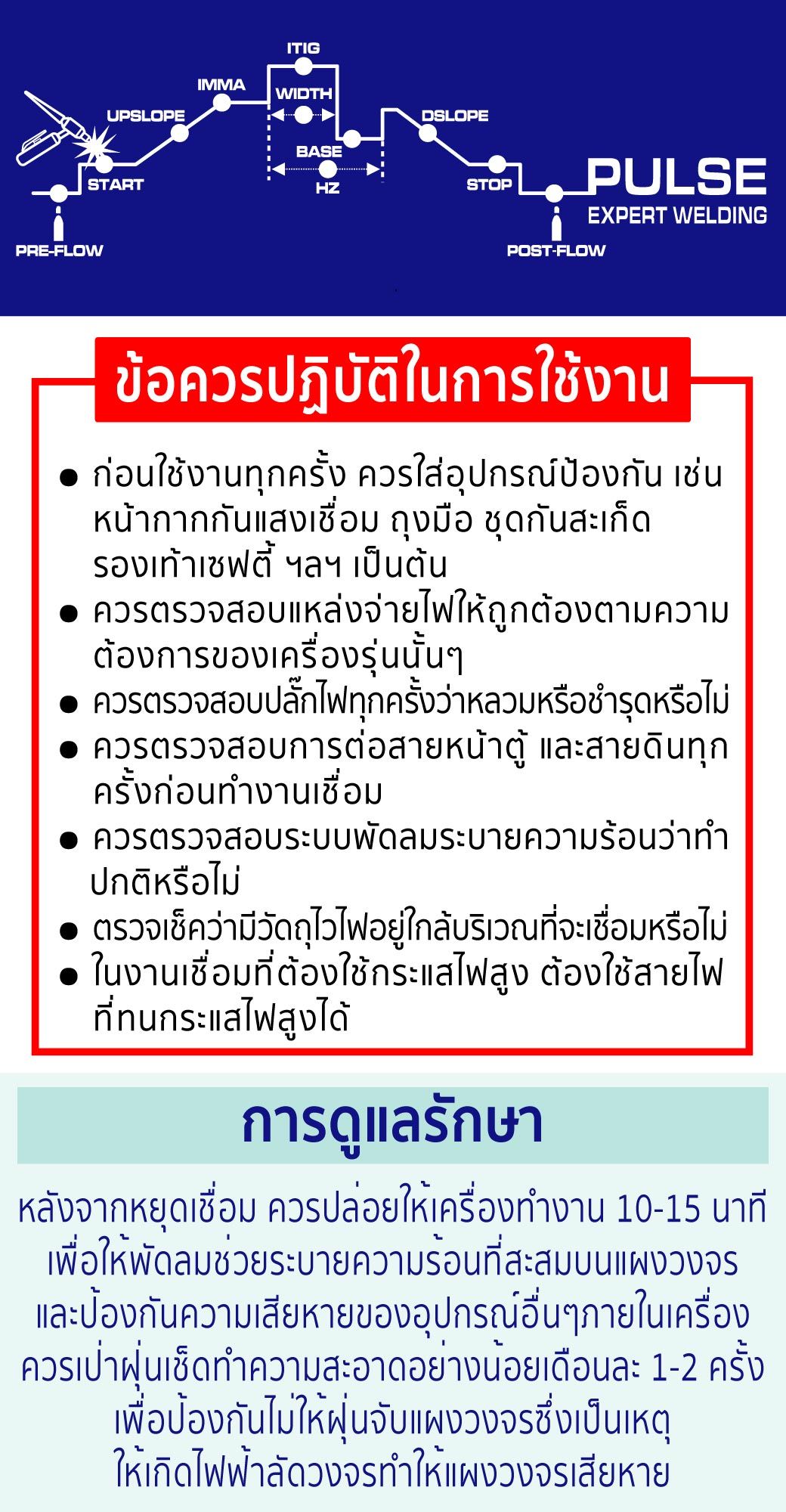
- มีระบบ PULSE และสามารถตั้งค่าได้ตามต้องการ
- มี ARC FORCE/HOT START และ AUTO ANTI-STICK สำหรับ MMA
- สามารถบันทึกการทั้งค่าได้ 3 ช่อง
- ลวดเชื่อมทังสแตน 1.6-3.2 มม.
- ลวดเชื่อมธูป 2.6-4.0 มม.
- 1 Pc/Carton

สนใจสอบถามเพิ่มเติม
รายละเอียดเพิ่มเติม
เครื่องเชื่อม TIG 250 AC/DC MCU SUMO
Welding Machine TIG 250 AC/DC MCU SUMO

เครื่องเชื่อม STINTERTRADE

เครื่องเชื่อม STINTERTRADE

เครื่องเชื่อม STINTERTRADE


เครื่องเชื่อม STINTERTRADE
เครื่องเชื่อม STINTERTRADE
เครื่องเชื่อม STINTERTRADE
เครื่องเชื่อม STINTERTRADE

เครื่องเชื่อม STINTERTRADE
คุณสมบัติ (Feature)
- ระบบการเชื่อมแบบ AC และ DC ในเครื่องเดียวกัน
- ผสมผสานเทคโนโลยีการเชื่อมระบบการเชื่อมไฟฟ้า (MMA) และระบบการเชื่อมทิก (TIG) เข้าด้วยกัน
- กระแสไฟ 250A เชื่อมในระบบการเชื่อมทิกและ 250A เชื่อมในระบบการเชื่อมไฟฟ้า (MMA)
- ระบบ Down Slope สามารถปรับแก๊สได้ตามความต้องการ
- รองรับการเชื่อมต่อรีโมทคอนโทรล
- ฟังก์ชั่น 2T และ 4T
- มีระบบ HF จุดอาร์คด้วยความถี่สูง
- มีระบบ Downslope ป้องกันชิ้นงานเปลี่ยนรูป
- มีระบบ Pre-flow ปล่อยแก๊สก่อนเชื่ม ไม่เกิดรอยดำ
- มีระบบ Post gas ปล่อยแก๊สคลุมแนวเชื่อมหลังหยุดเชื่อม
- มีระบบ Clean width เปิดหน้าชิ้นงานและคุมแนวเชื่อ
อุปกรณ์มาตรฐาน (Accessories)
- ชุดสายเชื่อมทิก WP26 สายยาว 4 เมตร ข้อต่อไทย
- ชุดคีมจับลวดเชื่อม 300A American สายยาว 3 เมตร ข้อต่อไทย
- ชุดคีมจับสายดิน 300A สายยาว 3 เมตร ข้อต่อไทย
- collet 1.6 มม.
- Collet body
- Short cap
- Nozzle 2 อัน
- แคมป์รัด 2 อัน
- ลวดทังสเตนสีเขียว 2.4 มม.
- ลวดทังสเตนสีฟ้า 2.4 มม.
- สายถักยาว 3 เมตร
เหมาะสำหรับ (Suitable for)
- งานเชื่อมอลูมินียม
- งานตกแต่ง
- งานผลิตขนาดเล็กและขนาดกลาง
- งานท่อ ภาชนะแรงดันสูง งานก่อสร้าง
- Aluminum Product
- Decoration
- Construction
- Fabrication
ข้อควรปฏิบัติในการใช้งาน (Cautions for use)
- ก่อนใช้งานทุกครั้ง ควรใส่อุปกรณ์ป้องกัน เช่น หน้ากากกันแสงเชื่อม ถุงมือ ชุดกันสะเก็ด รองเท้าเซฟตี้ ฯลฯ เป็นต้น
- ควรตรวจสอบแหล่งจ่ายไฟให้ถูกต้องตามความต้องการของเครื่องรุ่นนั้นๆ
- ควรตรวจสอบปลั๊กไฟทุกครั้งว่าหลวมหรือชำรุดหรือไม่
- ควรตรวจสอบการต่อสายหน้าตู้ และสายดินทุกครั้งก่อนทำงานเชื่อม
- ควรตรวจสอบระบบพัดลมระบายความร้อนว่าทำปกติหรือไม่
- ตรวจเช็คว่ามีวัดถุไวไฟอยู่ใกล้บริเวณที่จะเชื่อมหรือไม่
- ในงานเชื่อมที่ต้องใช้กระแสไฟสูง ต้องใช้สายไฟที่ทนกระแสไฟสูงได้
การดูแลรักษา (maintenance)
- หลังจากหยุดเชื่อม ควรปล่อยให้เครื่องทำงาน 10-15 นาทีเพื่อให้พัดลมช่วยระบายความร้อนที่สะสมบนแผงวงจร และป้องกันความเสียหายของอุปกรณ์อื่นๆภายในเครื่อง
- ควรเป่าฝุ่นเช็ดทำความสะอาดอย่างน้อยเดือนละ 1-2 ครั้ง เพื่อป้องกันไม่ให้ฝุ่นจับแผงวงจรซึ่งเป็นเหตุให้เกิดไฟฟ้าลัดวงจรทำให้แผงวงจรเสียหาย
| TIG of stainless steel (single run welding) | ||||||
| Work-piece thickness /mm | Joint form | Tungsten electrode diameter/mm | Welding wire diameter/mm | Argon gas flow rate/ L·min-1 | Welding current (DCEP) | Welding speed/ cm·min-1 |
| 0.8 | Butt joint | 1 | 1.6 | 5 | 20~50 | 66 |
| 1 | Butt joint | 1.6 | 1.6 | 5 | 50~80 | 56 |
| 1.5 | Butt joint | 1.6 | 1.6 | 7 | 65~105 | 30 |
| 1.5 | Corner joint | 1.6 | 1.6 | 7 | 75~125 | 25 |
| 2.4 | Butt joint | 1.6 | 2.4 | 7 | 85~125 | 30 |
| 2.4 | Corner joint | 1.6 | 2.4 | 7 | 95~135 | 25 |
| 3.2 | Butt joint | 1.6 | 2.4 | 7 | 100~135 | 30 |
| 3.2 | Corner joint | 1.6 | 2.4 | 7 | 115~145 | 25 |
| 4.8 | Butt joint | 2.4 | 3.2 | 8 | 150~220 | 25 |
| Parameters of piping back sealing welding for mild steel(DCEP) | |||||||
| Piping diameter/mm | Tungsten electrode diameter/mm | Gas nozzle diameter/mm | Welding wire diameter/mm | Welding current/A | Arc voltage/V | Argon flow rate/ L·min-1 | Welding rate/ cm·min-1 |
| 38 | 2 | 8 | 2 | 75 ∼ 90 | 11 ∼ 13 | 6 ∼ 8 | 4 ∼ 5 |
| 42 | 2 | 8 | 2 | 75 ∼ 95 | 11 ∼ 13 | 6 ∼ 8 | 4 ∼ 5 |
| 60 | 2 | 8 | 2 | 75 ∼ 100 | 11 ∼ 13 | 7 ∼ 9 | 4 ∼ 5 |
| 76 | 2.5 | 8 ∼ 10 | 2.5 | 80 ∼ 105 | 14 ∼ 16 | 8 ∼ 10 | 4 ∼ 5 |
| 108 | 2.5 | 8 ∼ 10 | 2.5 | 90 ∼ 110 | 14 ∼ 16 | 9 ∼ 11 | 5 ∼ 6 |
| 133 | 2.5 | 8~10 | 2.5 | 90~115 | 14~16 | 10~12 | 5~6 |
| 159 | 2.5 | 8~10 | 2.5 | 95~120 | 14~16 | 11~13 | 5~6 |
| 219 | 2.5 | 8~10 | 2.5 | 100~120 | 14~16 | 12~14 | 5~6 |
| 273 | 2.5 | 8~10 | 2.5 | 110~125 | 14~16 | 12~14 | 5~6 |
| 325 | 2.5 | 8~10 | 2.5 | 120~140 | 14~16 | 12~14 | 5~6 |
| AC TIG for Aluminum and its alloy | |||||||
| Sheet thickness/mm | Welding wire diamete/mm | Tungsten electrode diameter/mm | Pre-heat Temperature/℃ | Welding current/A | Argon flow rate/ L·min-1 | Gas nozzle diameter/mm | Remark |
| 1 | 1.6 | 2 | – | 45~60 | 7~9 | 8 | Flange welding |
| 1.5 | 1.6~2.0 | 2 | – | 50~80 | 7~9 | 8 | Flange or butt welding by one side |
| 2 | 2~2.5 | 2~3 | – | 90~120 | 8~12 | 8~12 | Butt welding |
| 3 | 2~3 | 3 | – | 150~180 | 8~12 | 8~12 | V-groove butt welding |
| 4 | 3 | 4 | – | 180~200 | 10~15 | 8~12 | |
สินค้าที่เกี่ยวข้อง

Chiller Mod.CW-5000
41,500.00 บาท
หยิบใส่ตะกร้า

Gas Lens Insulator 54N01 WP17/18/26 SUMO
30.00 บาท
หยิบใส่ตะกร้า

Gasket 18UG-1 for WP17/18/26 SUMO
20.00 บาท
หยิบใส่ตะกร้า

เครื่องเชื่อม TIG 250AM WSE AC/DC SUMO
Original price was: 35,000.00 บาท.20,000.00 บาทCurrent price is: 20,000.00 บาท.
หยิบใส่ตะกร้า

Extra Dia. Ceramic Nozzle WP-26 No.10 (53N88-16mm)
55.00 บาท
หยิบใส่ตะกร้า





